



Trong ngành công nghiệp cơ khí chính xác ngày nay, hiệu chuẩn thước đo sâu đóng vai trò then chốt để đảm bảo độ tin cậy của các phép đo chiều sâu, giúp tránh sai sót sản xuất và tuân thủ tiêu chuẩn ISO/IEC 17025.
Là đơn vị hàng đầu cung cấp dịch vụ hiệu chuẩn thước đo sâu tại Việt Nam, TP Việt Nam mang đến giải pháp toàn diện, từ báo giá minh bạch đến quy trình chuyên sâu.
Bài viết này sẽ hướng dẫn bạn khám phá chi tiết về thiết bị này, lợi ích hiệu chuẩn và lý do chọn dịch vụ uy tín.
Giới Thiệu Tổng Quan
Thước đo sâu được xem là một trong những dụng cụ đo lường chuyên dụng quan trọng nhất trong ngành cơ khí, chế tạo và kiểm tra chất lượng hiện đại. Với khả năng đo lường chính xác độ sâu của các lỗ khoan, rãnh mòn, khe hở và các bề mặt lõm phức tạp, thước đo sâu đóng vai trò then chốt trong việc đảm bảo chất lượng sản phẩm và tuân thủ các tiêu chuẩn kỹ thuật nghiêm ngặt của ngành công nghiệp toàn cầu.
Thống Kê Quan Trọng Về Thước Đo Sâu và Hiệu Chuẩn
| Chỉ Số | Giá Trị | Ý Nghĩa |
| Sai số tích lũy | 0.05mm/6 tháng | Mức độ sai lệch trung bình sau 6 tháng sử dụng liên tục |
| Tỷ lệ lỗi phát hiện | 73% | Phần trăm thước đo sâu có sai số vượt ngưỡng cho phép khi hiệu chuẩn |
| Chi phí sản phẩm lỗi | 15-30 triệu/lô | Thiệt hại trung bình do sử dụng thước đo sâu chưa hiệu chuẩn |
| Thời gian downtime | 4-8 giờ/sự cố | Thời gian ngừng sản xuất khi phát hiện sai số đo lường |
| Tuổi thọ thiết bị | Tăng 40% | Khi được hiệu chuẩn và bảo trì đúng quy trình |
| ROI hiệu chuẩn | 1:8 | Cứ 1 triệu chi phí hiệu chuẩn tiết kiệm được 8 triệu chi phí lỗi |
Sự Cố Sản Xuất Do Thước Đo Sâu Không Được Hiệu Chuẩn
Một nhà máy sản xuất khuôn mẫu chính xác tại khu công nghiệp phía Nam gặp sự cố nghiêm trọng khi toàn bộ lô hàng 500 chi tiết khuôn đúc nhôm bị khách hàng trả lại. Nguyên nhân được xác định là độ sâu rãnh then không đạt yêu cầu, sai lệch từ 0.08-0.12mm so với bản vẽ kỹ thuật.
Sau khi kiểm tra, phát hiện thước đo sâu điện tử đã được sử dụng liên tục trong 14 tháng mà không được hiệu chuẩn. Cơ cấu trượt bị mài mòn và cảm biến dịch chuyển vi mô do nhiệt độ môi trường thay đổi. Thiệt hại ước tính lên đến 380 triệu đồng, bao gồm chi phí gia công lại, bồi thường khách hàng và mất uy tín thương hiệu.
Sau sự cố, doanh nghiệp đã thiết lập quy trình hiệu chuẩn định kỳ 6 tháng/lần cho toàn bộ thiết bị đo, kết quả là tỷ lệ sản phẩm đạt tăng từ 94.5% lên 99.2% chỉ sau 3 tháng thực hiện.
Nguyên Lý Hoạt Động Cơ Bản
Thước đo sâu hoạt động dựa trên nguyên lý đo lường độ chênh lệch cao độ giữa bề mặt chuẩn và điểm đo bên trong lỗ, rãnh hoặc bậc chênh cao.
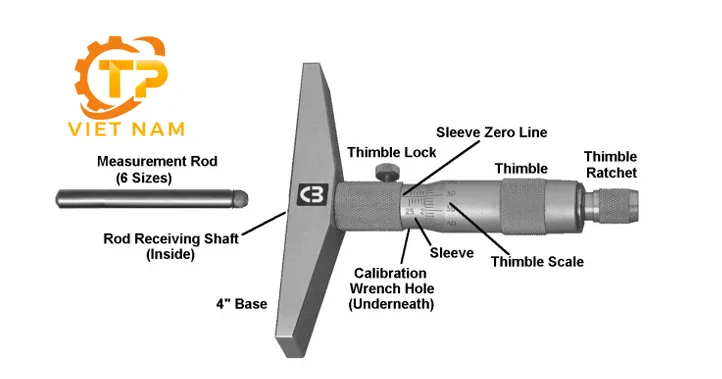
Cấu Tạo và Nguyên Lý Đo
Hệ thống mặt chuẩn : Là bề mặt phẳng được gia công chính xác, thường làm từ thép hợp kim hoặc cacbua, đóng vai trò bề mặt tham chiếu không đổi. Mặt chuẩn phải có độ phẳng đạt cấp chính xác IT5 trở lên, được nhiệt luyện để đảm bảo độ cứng 58-62 HRC.
Thanh trượt đo : Được chế tạo từ thép không gỉ hoặc hợp kim đặc biệt, có xử lý bề mặt chrome hoặc titanium nitride để tăng độ bền mài mòn. Thanh trượt di chuyển song song với trục đo, truyền chuyển động từ đầu đo đến hệ thống đọc giá trị.
Cơ cấu đọc số:
- Thước cơ: Sử dụng thước Vernier với độ phân giải 0.02-0.05mm, dựa trên nguyên lý chênh lệch vạch chia giữa thang đo chính và thang đo phụ.
- Thước điện tử: Tích hợp bộ mã hóa quang học hoặc từ tính, chuyển đổi chuyển động tuyến tính thành tín hiệu điện, hiển thị số trên màn hình LCD với độ phân giải 0.01mm.
Nguyên lý đo lường: Khi đặt mặt chuẩn lên bề mặt chi tiết, đầu đo được đẩy xuống chạm đáy lỗ hoặc bậc cần đo. Khoảng cách từ mặt chuẩn đến đầu đo chính là độ sâu cần xác định. Lực đo được kiểm soát qua cơ cấu giảm chấn hoặc cảm biến lực để tránh biến dạng chi tiết hoặc đầu đo.
Yếu Tố Ảnh Hưởng Đến Độ Chính Xác
Nhiệt độ: Hệ số giãn nở nhiệt của vật liệu (11.5 × 10⁻⁶/°C với thép) gây sai số 0.012mm cho thước 1000mm khi nhiệt độ thay đổi 1°C.
Lực đo: Lực ép quá mức gây biến dạng đàn hồi, lực không đủ tạo khe hở giữa các bề mặt tiếp xúc.
Độ vuông góc: Sai lệch góc giữa trục đo và mặt chuẩn tạo sai số hình học theo công thức: Error = L × (1 – cos α).
Mài mòn cơ học: Sau 5000-10000 lần đo, bề mặt tiếp xúc bị mài mòn 0.001-0.003mm tùy điều kiện sử dụng.
Phân Loại Chi Tiết Các Loại Thước Đo Sâu
Bảng So Sánh Các Loại Thước Đo Sâu
| Loại | Dải Đo | Độ Phân Giải | Độ Chính Xác | Giá Thành | Ứng Dụng Chính |
| Thước đo sâu cơ Vernier | 0-200mm | 0.02-0.05mm | ±0.03mm | 800k-2tr | Cơ khí phổ thông, bảo trì |
| Thước đo sâu điện tử | 0-300mm | 0.01mm | ±0.02mm | 2tr-6tr | Gia công chính xác, QC |
| Thước đo sâu dial | 0-200mm | 0.01mm | ±0.02mm | 1.5tr-4tr | Kiểm tra nhanh, so sánh |
| Panme đo sâu | 0-150mm | 0.001mm | ±0.005mm | 8tr-15tr | Khuôn mẫu, aerospace |
| Thước đo sâu đặc biệt | Tùy chỉnh | 0.01-0.001mm | ±0.01mm | 5tr-20tr | Ứng dụng đặc thù |
1. Thước Đo Sâu Cơ Vernier
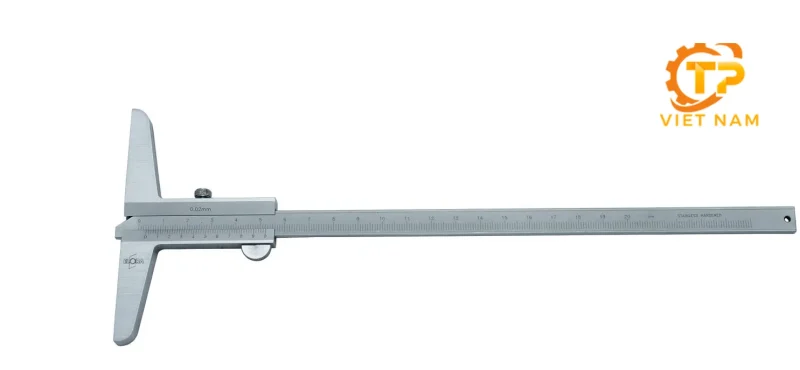
Đặc điểm kỹ thuật nổi bật:
- Cấu tạo toàn cơ khí, không cần nguồn điện
- Thang đo chính khắc laser trên thanh thép không gỉ SUS420J2
- Thang Vernier độ phân giải 0.02mm hoặc 0.05mm
- Thanh đo dài 150-300mm tùy model
- Mặt chuẩn rộng 60-100mm, độ phẳng ≤0.003mm
- Trọng lượng 200-500g tùy kích thước
- Khả năng chống nước IP54 với các model có bảo vệ
Ứng dụng thực tế:
- Đo độ sâu rãnh then trên trục trong gia công cơ khí
- Kiểm tra độ sâu lỗ chìm vít, lỗ định vị
- Đo chiều cao bậc chênh trong khuôn đúc
- Ứng dụng tại xưởng sản xuất môi trường khắc nghiệt
- Bảo trì thiết bị công nghiệp, kiểm tra mòn bề mặt
2. Thước Đo Sâu Điện Tử

Đặc điểm kỹ thuật nổi bật:
- Màn hình LCD kích thước 12-20mm, độ tương phản cao
- Hệ thống encoder quang học độ phân giải 0.01mm
- Chức năng zero set tại bất kỳ vị trí nào
- Chuyển đổi đơn vị mm/inch tức thời
- Cổng kết nối SPC (Statistical Process Control) output
- Pin CR2032, tuổi thọ 1-2 năm (2000+ giờ)
- Chế độ tự động tắt sau 5-10 phút không hoạt động
- Chống nước IP65-IP67 tùy model cao cấp
Ứng dụng thực tế:
- QC sản phẩm trên dây chuyền sản xuất hàng loạt
- Đo đạc có ghi nhận dữ liệu tự động vào hệ thống
- Kiểm tra chi tiết ô tô, xe máy
- Gia công khuôn mẫu nhựa, khuôn đúc kim loại
- Công nghiệp điện tử, đo độ sâu PCB và connector
3. Thước Đo Sâu Đồng Hồ (Dial Depth Gauge)

Đặc điểm kỹ thuật nổi bật:
- Đồng hồ so cơ khí, dải đo một vòng 5-10mm
- Độ phân giải 0.01mm hoặc 0.02mm
- Cơ cấu răng-thanh răng truyền động
- Vòng xoay có thể điều chỉnh zero position
- Mặt kính chống xước, chống nước phun
- Đường kính mặt đồng hồ 40-57mm
- Độ lặp lại cao ±0.005mm
Ứng dụng thực tế:
- Kiểm tra nhanh độ sâu trên line sản xuất
- So sánh độ sâu giữa nhiều vị trí trên chi tiết
- Phát hiện sai lệch độ sâu gia công
- Kiểm tra độ mòn bề mặt làm việc
- Đo độ sâu rãnh trượt, rãnh dầu trong động cơ
4. Panme đo sâu (Micrometer Depth Gauge)
Đặc điểm kỹ thuật nổi bật:
- Cơ cấu vi đo chính xác bước ren 0.5mm
- Thang đo trên ống chính và trống quay
- Độ chính xác cấp 0: ±0.005mm
- Bộ thanh đo thay thế đa chiều dài (25-50-75-100mm)
- Mặt chuẩn carbide, độ cứng 1500 HV
- Cơ cấu ratchet stop đảm bảo lực đo đồng đều
- Đi kèm khối chuẩn hiệu chuẩn
Ứng dụng thực tế:
- Gia công khuôn mẫu siêu chính xác
- Sản xuất chi tiết hàng không vũ trụ
- Kiểm tra chi tiết quang học, bán dẫn
- Nghiên cứu phát triển sản phẩm
- Phòng đo lường chuẩn trong nhà máy
5. Thước Đo Sâu Đặc Biệt
Đặc điểm kỹ thuật nổi bật:
- Thiết kế tùy chỉnh theo yêu cầu ứng dụng
- Đầu đo dạng cầu, dạng dao, dạng đĩa
- Mặt chuẩn hình dạng đặc biệt (cong, góc, không đối xứng)
- Tích hợp thêm chức năng đo đường kính, góc
- Vật liệu chế tạo đặc biệt: titan, ceramic, composite
- Dải đo mở rộng đến 500mm hoặc hơn
Ứng dụng thực tế:
- Đo độ sâu lỗ có gờ, lỗ côn
- Kiểm tra rãnh hình dạng phức tạp
- Đo độ sâu trong điều kiện không gian chật hẹp
- Ứng dụng trong ngành dầu khí, năng lượng
- Kiểm tra chi tiết turbin, máy nén khí
Ứng Dụng Trong Các Ngành Công Nghiệp
Bảng Ứng Dụng Chi Tiết Theo Ngành
| Ngành Công Nghiệp | Ứng Dụng Cụ Thể | Yêu Cầu Độ Chính Xác | Loại Thước Phù Hợp |
| Cơ khí chế tạo | Đo rãnh then, lỗ chìm vít, độ sâu ren | ±0.02-0.05mm | Vernier, điện tử |
| Khuôn mẫu | Kiểm tra độ sâu cavity, độ sâu lòng khuôn | ±0.01mm | Panme đo sâu, điện tử cao cấp |
| Ô tô – xe máy | Đo độ mòn xi lanh, độ sâu rãnh piston | ±0.01-0.02mm | Điện tử, dial |
| Hàng không | Chi tiết turbin, khung thân máy bay | ±0.005mm | Panme đo sâu, điện tử SPC |
| Điện tử | Độ sâu slot PCB, connector | ±0.01mm | Điện tử nhỏ gọn |
| Đóng tàu | Kiểm tra mối hàn, độ sâu rãnh seal | ±0.05mm | Vernier công nghiệp |
| Dầu khí | Van, flange, thiết bị áp suất | ±0.02mm | Đặc biệt, điện tử chống cháy nổ |
| Y tế | Khuôn implant, dụng cụ phẫu thuật | ±0.005mm | Panme đo sâu, điện tử y tế |
Quy Trình Hiệu Chuẩn Thước Đo Sâu
Quy Trình Cơ Bản
- Chuẩn Bị Trước Hiệu Chuẩn
- Kiểm tra bên ngoài của thước đo sâu: Xem có vết nứt, gãy, mòn, rỉ sét hay không.
- Làm sạch và lau khô bề mặt đo bằng dung dịch chuyên dụng
- Để thiết bị ổn định nhiệt độ phòng đo (20°C ±2°C) tối thiểu 2 giờ
- Kiểm tra điều kiện môi trường: nhiệt độ, độ ẩm (≤60%RH)
- Kiểm Tra Kỹ Thuật
- Kiểm tra độ song song của thanh trượt bằng cách di chuyển thử, xem có bị kẹt không
- Kiểm tra độ phẳng mặt chuẩn bằng
- Kiểm tra độ bóng bề mặt tiếp xúc
- Đối với thước điện tử: kiểm tra nguồn pin, màn hình hiển thị
- Kiểm tra cơ cấu khóa, độ trơn khi di chuyển thanh đo
- Thực Hiện Hiệu Chuẩn
- Thực hiện hiệu chuẩn tại điểm zero (0mm)
- Hiệu chuẩn tại các điểm chia đều trên toàn dải đo: 20%, 40%, 60%, 80%, 100%
- Mỗi điểm đo lặp lại tối thiểu ít nhất 3 lần đo
- Ghi nhận giá trị chỉ thị trên thước đo sâu và giá trị chuẩn
- Tính toán sai số chỉ thị tại từng điểm
- Đánh Giá Kết Quả
- Tính độ không đảm bảo đo mở rộng (U)
- So sánh sai số với MPEV (Maximum Permissible Error)
- Đánh giá đạt/không đạt theo tiêu chuẩn JIS B 7516 hoặc ISO 13385
- Lập biểu đồ xu hướng sai số
- Hoàn Tất Hồ Sơ
- Lập giấy chứng nhận hiệu chuẩn theo ISO/IEC 17025
- Ghi nhận vào sổ theo dõi thiết bị
- Dán tem hiệu chuẩn lên thiết bị với ngày hết hạn
- Cập nhật vào hệ thống quản lý thiết bị đo
Lưu ý: Quy trình hiệu chuẩn chi tiết bao gồm các thông số kỹ thuật cụ thể, phương pháp tính toán độ không đảm bảo đo, điều kiện môi trường chặt chẽ và quy trình xử lý số liệu chuyên sâu là tài liệu nội bộ của phòng hiệu chuẩn được công nhận. Để đảm bảo tính pháp lý và độ tin cậy của kết quả, khuyến nghị sử dụng dịch vụ hiệu chuẩn từ TP Việt Nam
Tần Suất Hiệu Chuẩn Được Khuyến Nghị
| Điều Kiện Sử Dụng | Tần Suất | Ghi Chú |
| Sử dụng liên tục trong sản xuất | 6 tháng | Đo >20 lần/ngày, môi trường công nghiệp |
| Sử dụng thường xuyên | 9 tháng | Đo 5-20 lần/ngày, phòng QC có kiểm soát |
| Sử dụng định kỳ | 12 tháng | Đo <5 lần/ngày, bảo quản tốt |
| Thiết bị chuẩn phòng Lab | 12 tháng | Bắt buộc theo ISO/IEC 17025 |
| Sau sửa chữa, va đập | Ngay lập tức | Không phụ thuộc chu kỳ định kỳ |
| Thiết bị độ chính xác cao (±0.005mm) | 6 tháng | Thước vi đo, thước điện tử cao cấp |
| Môi trường khắc nghiệt | 3-6 tháng | Nhiệt độ cao, độ ẩm lớn, bụi nhiều |
| Yêu cầu khách hàng đặc biệt | Theo hợp đồng | Hàng không, y tế, quốc phòng |
Dấu Hiệu Cần Hiệu Chuẩn Sớm
- Kết quả đo không ổn định, độ lặp lại kém
- Xuất hiện sản phẩm lỗi liên quan đến kích thước độ sâu
- Thiết bị va đập, rơi rớt
- Thanh trượt bị kẹt, không trơn tru
- Màn hình điện tử hiển thị không ổn định
- Đã quá 80% thời gian chu kỳ hiệu chuẩn
Lỗi Thường Gặp và Phương Pháp Khắc Phục Hiệu Quả
Lỗi Về Kỹ Thuật
Sai số zero không ổn định:
- Nguyên nhân: Mặt chuẩn bị mài mòn, không phẳng, bị bẩn dầu mỡ
- Khắc phục: Làm sạch mặt chuẩn, kiểm tra độ phẳng, mài lại hoặc thay thế nếu cần
Thanh trượt bị kẹt hoặc chuyển động không đều:
- Nguyên nhân: Bụi bẩn, gỉ sét trong rãnh trượt, mất dầu bôi trơn
- Khắc phục: Vệ sinh, tra dầu chuyên dụng, kiểm tra độ mòn ray trượt
Sai số lớn tại đầu dải đo:
- Nguyên nhân: Thanh đo bị cong, biến dạng do nhiệt hoặc lực
- Khắc phục: Kiểm tra độ thẳng thanh đo, thay thế nếu vượt dung sai
Độ lặp lại kém:
- Nguyên nhân: Cơ cấu khóa lỏng, lực đo không đồng đều
- Khắc phục: Điều chỉnh lại cơ cấu khóa, sử dụng lực đo chuẩn
Lỗi Về Sử Dụng
Đặt thước không vuông góc
- Biểu hiện: Kết quả đo nhỏ hơn giá trị thực
- Khắc phục: Đảm bảo mặt chuẩn đặt phẳng, thanh đo vuông góc với đáy lỗ
Áp lực đo không đồng đều
- Biểu hiện: Giá trị đo thay đổi tùy người đo
- Khắc phục: Đào tạo kỹ thuật đo đúng, sử dụng thước có ratchet stop
Đo trong điều kiện nhiệt độ không ổn định
- Biểu hiện: Kết quả dao động khi đo liên tục
- Khắc phục: Để chi tiết và thước ổn định nhiệt độ trước khi đo
Không làm sạch chi tiết trước đo
- Biểu hiện: Kết quả lớn hơn thực tế
- Khắc phục: Làm sạch đáy lỗ và mặt chuẩn trước mỗi lần đo
Lỗi Của Thước Đo Sâu Điện Tử
Màn hình hiển thị nhấp nháy hoặc mờ
- Nguyên nhân: Pin yếu, tiếp xúc pin kém, LCD bị ẩm
- Khắc phục: Thay pin mới, làm sạch tiếp điểm, để khô trong tủ hút ẩm
Không reset về zero được
- Nguyên nhân: Lỗi encoder, mạch điện tử bị nhiễu
- Khắc phục: Tháo pin 5 phút để reset toàn bộ, kiểm tra encoder
Giá trị nhảy số không ổn định
- Nguyên nhân: Encoder bẩn, dây kết nối lỏng, nhiễu điện từ
- Khắc phục: Vệ sinh encoder bằng khí nén, kiểm tra kết nối, tránh xa nguồn nhiễu
Không đọc được tín hiệu SPC
- Nguyên nhân: Cáp kết nối lỗi, cài đặt baud rate không đúng
- Khắc phục: Kiểm tra cáp, cấu hình lại thông số truyền dữ liệu
*Encoder là một cảm biến cơ điện có chức năng biến chuyển động cơ học (quay hoặc tịnh tiến) thành tín hiệu điện tử, thường là tín hiệu xung hoặc mã số.
Bảo Trì và Bảo Quản
Quy Trình Bảo Trì Hàng Ngày
Sau mỗi lần sử dụng:
- Lau sạch bề mặt đo bằng giấy mềm không xơ
- Phun khí nén nhẹ để loại bỏ bụi trong khe hở
- Kiểm tra chức năng zero, chuyển động thanh trượt
- Bảo quản trong hộp đựng chuyên dụng có đệm mút
Bảo trì tuần:
- Tra một lượng nhỏ dầu bảo trì vào rãnh trượt
- Kiểm tra độ chính xác bằng mẫu chuẩn
- Vệ sinh toàn bộ bằng dung dịch làm sạch chuyên dụng
- Kiểm tra vít hãm, ốc điều chỉnh
Bảo trì tháng:
- Kiểm soát độ mòn mặt chuẩn và đầu đo
- Đối với thước đo sâu điện tử: kiểm tra mức pin, chức năng các nút
- Ghi nhận vào sổ theo dõi bảo trì
- Kiểm tra độ lặp lại tại 3-5 điểm trên dải đo
Điều Kiện Bảo Quản Tối Ưu
Môi trường lưu trữ:
- Nhiệt độ: 15-25°C, tránh thay đổi đột ngột
- Độ ẩm: 40-60%RH, sử dụng tủ hút ẩm nếu cần
- Tránh ánh nắng trực tiếp, xa nguồn nhiệt
- Không để gần thiết bị phát nhiễu điện từ
Hộp đựng:
- Sử dụng hộp cứng có lớp xốp bảo vệ
- Định hình chính xác cho từng loại thước
- Có gói hút ẩm silica gel, thay mới 3-6 tháng/lần
- Khóa chặt để tránh va đập khi di chuyển
Xử lý đặc biệt:
- Thước không sử dụng lâu (>6 tháng): tra dầu chống gỉ
- Vận chuyển: đóng gói cẩn thận, tránh rung lắc mạnh
- Không chồng đè vật nặng lên thước khi bảo quản
- Kiểm tra định kỳ ngay cả khi không sử dụng
Lựa Chọn Dịch Vụ Hiệu Chuẩn Chuyên Nghiệp
TP Việt Nam là đơn vị tiên phong trong lĩnh vực hiệu chuẩn và đào tạo đo lường tại Việt Nam với hơn 15 năm kinh nghiệm phục vụ hàng nghìn doanh nghiệp trong nước trải dài hầu hết các lĩnh vực.
Điểm nổi bật của TP Việt Nam:
Phòng hiệu chuẩn chuẩn quốc tế: Được công nhận ISO/IEC 17025, trang bị thiết bị hiện đại từ Nhật Bản, Đức, Thụy Sĩ đảm bảo độ chính xác cao nhất.
Công nghệ độc quyền: Tool tính độ không đảm bảo đo được phát triển riêng, tự động hóa quy trình tính toán theo chuẩn GUM, Monte Carlo tiết kiệm thời gian và đảm bảo độ chính xác tuyệt đối.
Đội ngũ chuyên gia: Kỹ sư hiệu chuẩn được đào tạo bài bản, có chứng chỉ chuyên môn quốc tế, kinh nghiệm làm việc với đa dạng thiết bị từ cơ bản đến phức tạp.
Dịch vụ đào tạo: Các khóa đào tạo về đo lường, hiệu chuẩn, quản lý thiết bị theo ISO/IEC 17025, giúp doanh nghiệp nâng cao năng lực hiệu chuẩn nội bộ.
Quy trình làm việc chuẩn: Từ tiếp nhận đến trả kết quả được kiểm soát chặt chẽ, đảm bảo tính minh bạch và trách nhiệm cao nhất với khách hàng.
Phạm vi phục vụ: Hiệu chuẩn đầy đủ các loại thước đo sâu từ cơ khí đến điện tử, từ phổ thông đến siêu chính xác, đáp ứng mọi nhu cầu của khách hàng.
Quy Trình Làm Việc Chuyên Nghiệp Của TP Việt Nam
- Tiếp nhận yêu cầu khách hàng
- Tư vấn loại hình hiệu chuẩn phù hợp cho từng thiết bị
- Xác định yêu cầu kỹ thuật cụ thể
- Báo giá và lên thời gian thực hiện hiệu chuẩn
- Lập kế hoạch hiệu chuẩn
- Lên lịch nhận thiết bị về phòng lab hoặc hiệu chuẩn tại hiện truòng
- Chuẩn bị trang thiết bị trước khi đi hiệu chuẩn
- Phân công kỹ sư phù hợp cho từng thiết bị
- Tiếp nhận và kiểm tra thiết bị
- Ghi nhận thông tin thiết bị đầy đủ
- Kiểm tra ngoại quan, tình trạng hoạt động
- Chụp ảnh lưu hồ sơ
- Vệ sinh và chuẩn bị thiết bị
- Làm sạch bề mặt đo bằng dung dịch chuyên dụng
- Để ổn định nhiệt độ theo yêu cầu kỹ thuật
- Kiểm tra các chức năng cơ bản
- Thực hiện hiệu chuẩn
- Đo tại các điểm theo quy trình chuẩn
- Ghi nhận dữ liệu tự động/thủ công
- Đảm bảo điều kiện môi trường ổn định
- Xử lý số liệu
- Tính toán sai số giữa kết quả đo được và kết quả chuẩn
- Tính độ không đảm bảo đo bằng tool chuyên dụng
- Đánh giá phù hợp theo tiêu chuẩn
- Kiểm tra và phê duyệt kết quả
- Trưởng phòng kỹ thuật kiểm tra lại một lần trước làm giấy chứng nhận hiệu chuẩn
- Đảm bảo tính chính xác và pháp lý
- Dán tem hiệu chuẩn, lập giấy chứng nhận hiệu chuẩn
-
- Ghi ngày hiệu chuẩn và ngày hết hạn
- Dán tem chứng nhận hiệu chuẩn
- Đính kèm hướng dẫn sử dụng và bảo quản
- Làm giấy theo chuẩn ISO/IEC 17025
- Ghi đầy đủ thông tin kỹ thuật
- Có chữ ký số và con dấu
9. Bàn giao thiết bị và hồ sơ
-
- Giấy chứng nhận bản gốc
- File PDF qua email
- Hướng dẫn đọc kết quả nếu cần
10. Lưu trữ hồ sơ và theo dõi
- Hệ thống quản lý điện tử
- Nhắc lịch hiệu chuẩn tiếp theo
- Hỗ trợ tra cứu lịch sử
Câu Hỏi Thường Gặp (FAQs)
- Thước đo sâu điện tử có cần hiệu chuẩn thường xuyên hơn thước cơ không?
Không nhất thiết. Tần suất hiệu chuẩn phụ thuộc vào cường độ sử dụng và môi trường làm việc chứ không phải loại thước. Tuy nhiên, thước điện tử cần kiểm tra thêm chức năng pin và hiển thị. Cả hai loại đều nên hiệu chuẩn 6-12 tháng/lần trong điều kiện sử dụng thường xuyên.
- Sai số 0.03mm của thước đo sâu có ảnh hưởng đến sản phẩm không?
Tùy thuộc vào dung sai chi tiết. Nếu dung sai độ sâu là ±0.1mm thì sai số 0.03mm vẫn chấp nhận được. Nhưng với chi tiết chính xác có dung sai ±0.05mm, sai số 0.03mm sẽ gây ra sản phẩm lỗi. Cần đối chiếu sai số thước với dung sai gia công để đánh giá ảnh hưởng.
- Có thể tự hiệu chuẩn thước đo sâu bằng khối chuẩn không?
Có thể tự kiểm tra độ chính xác để theo dõi xu hướng, nhưng không thể thay thế hiệu chuẩn chính thức. Hiệu chuẩn theo ISO/IEC 17025 yêu cầu thiết bị chuẩn có chứng nhận, môi trường kiểm soát, phương pháp tính toán chuẩn và giấy chứng nhận có giá trị pháp lý.
- Thước đo sâu bị rơi có cần hiệu chuẩn lại ngay không?
Có. Va đập có thể gây biến dạng vi mô ở thanh đo, mặt chuẩn hoặc làm sai lệch hệ thống đọc số. Ngay cả khi ngoại quan không thấy hư hỏng, cần hiệu chuẩn lại để đảm bảo độ chính xác trước khi tiếp tục sử dụng.
- Độ không đảm bảo đo (U) trong chứng nhận hiệu chuẩn có ý nghĩa gì?
Độ không đảm bảo đo (Uncertainty) thể hiện khoảng nghi ngờ của kết quả đo.
Ví dụ: kết quả đo 50.00mm với U=0.02mm (k=2) nghĩa là giá trị thực nằm trong khoảng 49.98-50.02mm với độ tin cậy 95%.
Đây là thông số quan trọng để đánh giá chất lượng hiệu chuẩn và khả năng đo của thiết bị.
Kết Luận
Hiệu chuẩn thước đo sâu là yếu tố không thể thiếu trong hệ thống quản lý chất lượng hiện đại. Việc duy trì độ chính xác của thiết bị đo không chỉ đảm bảo chất lượng sản phẩm mà còn tiết kiệm chi phí, nâng cao năng suất và uy tín doanh nghiệp.
Với sự phát triển của công nghệ sản xuất, yêu cầu về độ chính xác ngày càng cao, việc lựa chọn đơn vị hiệu chuẩn uy tín, chuyên nghiệp trở nên quan trọng hơn bao giờ hết. TP Việt Nam cam kết mang đến dịch vụ hiệu chuẩn đạt chuẩn quốc tế, hỗ trợ doanh nghiệp đáp ứng các yêu cầu khắt khe của khách hàng và tiêu chuẩn ngành.
Liên hệ TP Việt Nam ngay hôm nay để nhận tư vấn miễn phí và báo giá ưu đãi cho dịch vụ hiệu chuẩn thước đo sâu!
Báo Giá Dịch Vụ Tham Khảo
Để nhận báo giá chi tiết và tư vấn phù hợp với nhu cầu cụ thể của doanh nghiệp, quý khách vui lòng liên hệ trực tiếp với TP Việt Nam qua:
- Hotline: 0375059295
- Email: hieuchuantp@gmail.com
- Website: hieuchuantp.com
Chi phí hiệu chuẩn phụ thuộc vào: loại thước, dải đo, độ chính xác yêu cầu, số lượng điểm hiệu chuẩn, và các yêu cầu đặc biệt khác.